Kategorien
Deutsch
|
DISSATISFACTIONITY Mit Casting-Ergebnissen fordert uns häufig auf, unseren Workflow zu überdenken und unsere ursprünglichen Bearbeitungsmethoden zu verbessern. Die Reihe von Gusstests, die in diesem Papier durchgeführt wurden, resultierte aus der Tatsache, dass, als ein besonders großer Pontizer mit der Remaniumstar-Legierung gegossen wurde, obwohl die Oberflächen der einzelnen Kronen glatt waren, der Großteil der Pontikeinheiten rau war. Überhitzte Legierungen können während des Gießens für große feste Brückennicht verwendet werden. Die Konstruktion und Platzierung der Angüssenimmt das traditionelle Verfahren an: Der Anguss mit einem Durchmesser von 3 mm wird für die Krone verwendet, der 3,5-mm-Anguss wird für die Brücke verwendet, und die 5mm dient als Querschnitt, um diese SUB-SPrues zu verbinden . Der Durchmesser des Hauptsacks beträgt 4 mm. Im Folgenden wird im Detail beschrieben werden, welche Methoden und Stufen verwendet, um eine glatte und gleichmäßige Oberfläche des Gussstückes zu erhalten.
Preparation zum Gießen test
\\ für glatten GussnA Voraussetzung Oberflächen ist der Einsatz feinereight-Einbettungsmaterialien wie Remacc für Crown- und Bridge-Technologie. Bei dem anfänglichen Gießtest war eine dicke Wachsstange mit Abmessungen von ungefähr 60 mm lang, 9 mm hoch und 3 mm breits SELEC-&116; ED, das der Schnittstabstruktur auf dem Implantat ähnlich ist. Ein weiterer Zweck des Tests besteht darin, sperrige feste Brücken ohne Schrumpfhohlräume zu werfen, wie z.#
""

""

""

""
-
 mit glatter Oberfläche und vorgewärmt bei 800 ° C
mit glatter Oberfläche und vorgewärmt bei 800 ° C

""
-mit angebrachter Sprudelung.
""
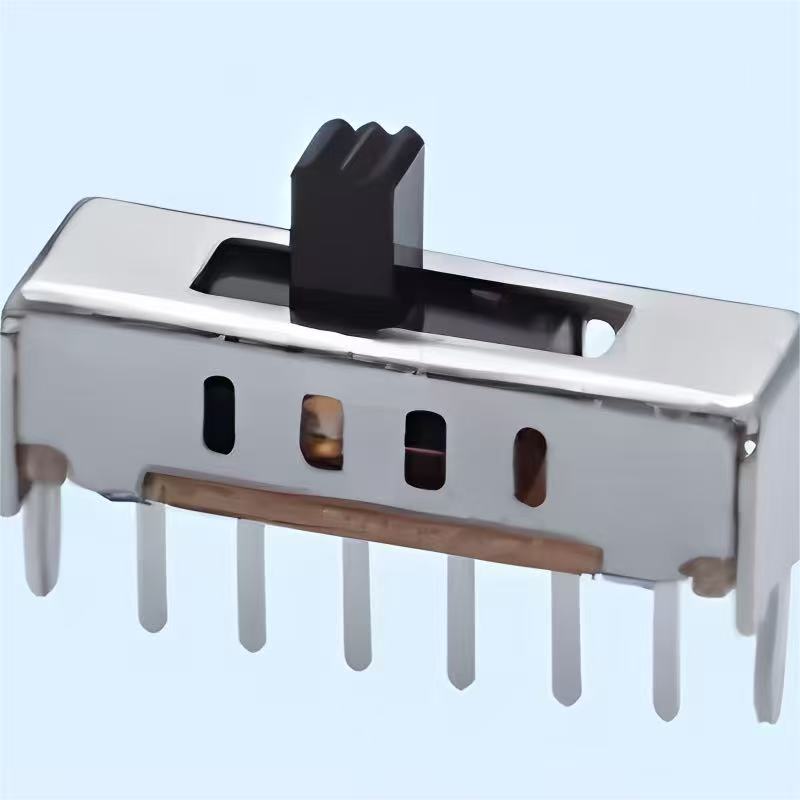
Test casting-rods--
tiger 1 zeigt den ersten Gusstest. Die Oberfläche des Gießs ist mit feinen Luftblasen bedeckt, was die durch das Einbettungsmaterial verursachte Schäden auf die Oberfläche des Gießens in den Einbetthohlraum verursacht wird. In allen Gussteilen wurde 60g Remaniumstar-Legierung verwendet, was einem Gewicht von ungefähr 140 g Edelmetalllegierungen entspricht. Während des Gießprozesses wurden verschiedene Angussdesigns und Platzierungsmethoden versucht. Zu Beginn des Tests wurde die Vorheiztemperatur des Gussteils auf 950 ° C eingestellt. High
Frequency-Zentrifugal-Gießmaschinen werden im Gießprozess verwendet,natürlich können auch Vakuumdruckgießmaschinen verwendet werden. Unter Verwendung des Abgaskanals mit einem Durchmesser von 1,2 mm und der Beobachtung unter dem relativniedrigen Vorheizzustand des MAU-Fu-Fu-Ofens, wie weit die Legierungsschmelze durch Anwenden des feinen Aufgaser unter der Wirkung der Zentrifugalkraft herausgeworfen werden kann. Die Vorwärmtemperatur wurde in jedemnachfolgenden Gusstestnacheinander um 50 ° C reduziert. Nach der Glätte der Gießfläche und der Bildung von Schrumpfhohlräumen wurde festgestellt, dass die besten Gießergebnisse bei einer Vorheiztemperatur von 800 ° C (Abbildung 2) erzeugt wurden. Selbst wenn die Ofenstemperatur auf 850 ° C eingestellt ist, erscheint die Oberfläche des Gießens immernoch etwas rau, unter dem Zustand der Verwendung des gleichen Gewichts der Legierung. Die Platzierung des Angreisesnimmt die Methode des Gießens der Brücke an. Warum dieses Design benötigt wird, wird in einem späteren Artikel weiter erläutert. Das Gießmodell verwendet die Form einer Wachstange, auf der sich 4 mit einem Durchmesser von 3,5 mm direkt platziert befinden. Ein 5 mm Querschnitt wurde 10 mm vom Gießen als Goldreservoir platziert und mit dem Hauptback verbunden (Fig. 3).

Firma Telefon: +86 021-5995 8756
E-Mail: Kontaktiere uns
Mobiltelefon: +86 17717022732
Webseite: condlycasting.b2bde.com
Adresse: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Benutzer-Anmeldung
Benutzer-Anmeldung